我们一直专注 ・ 冷却塔生产
为您提供各种闭式冷却塔,场地部署指导
全国服务热线:
176-0318-8786
为您提供各种闭式冷却塔,场地部署指导

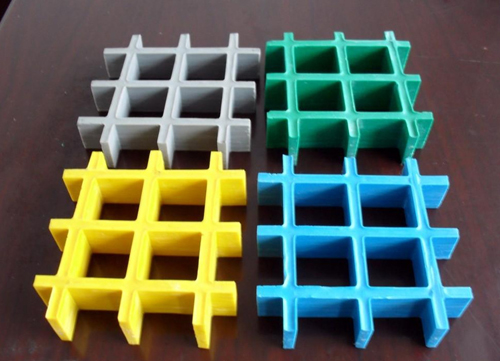
目前玻璃钢格栅盖板的运用已经是比较遍及的了。许多人在这之前,对玻璃钢格栅盖板的出产比较含糊。那今日咱们就来对它的出产状况进行介绍。
玻璃钢格栅盖板的出产主要有两种工艺,一是手糊成型,一是蜂窝夹层结构制作技能。咱们先来对工艺中的手糊成型的整个流程进行说明。
手糊成型的工艺流程如下:
一、出产预备
1、场所
手糊成型工作场所的巨细,要根据产品巨细和日产量决议,场所要求清洁、枯燥、通风杰出, 空气温度应保持在15~35℃之间,后加工整修段,要设有抽风除尘和喷水设备。
2、模具预备
预备工作包含清理、拼装及涂脱模剂等。
3、树脂胶液制造
制造时,要留意两个问题:①避免胶液中混入气泡;②配胶量不能过多,每次配量要 确保在树脂凝胶前用完。
4、增强资料预备
增强资料的品种和标准按规划要求挑选。
二、糊制与固化
1、铺层糊制
手艺铺层糊制分湿法和干法两种:①干法铺层 用预浸布为质料,先将预学好料(布)按 样板裁剪成坏料,铺层时加热软化,然后再一层一层地紧贴在模具上,并留意扫除层间气泡,使密实。 此法多用于热压罐和袋压成型。②湿法铺层 直接在模具大将增强资料浸胶,一层一层地紧贴在模具上, 扣除气泡,使之密实。一般手糊工艺多用此法铺层。湿法铺层又分为胶衣层糊制和结构层糊制。
2、手糊东西
手糊东西对确保产品质量影响很大。有羊毛辊、猪鬃辊、螺旋辊及电锯、电钻、打磨抛光 机等。
3、固化
制品固化分硬化和熟化两个阶段:从凝胶到三角化一般要24h,此刻固化度达50%~70%(巴柯 尔硬性度为15),能够脱模,脱后在自然环境条件下固化1~2周才能使制品具有力学强度,称熟化,其 固化度达85%以上。加热可促进熟化进程,对聚酯玻璃钢,80℃加热3h,对环氧玻璃钢,后固化温度可控 制在150℃以内。加热固化办法许多,中小型制品可在固化炉内加热固化,大型制品可采用模内加热或红 外线加热。



.jpg)
.jpg)





